

0965839836
dangtruong.bikenvn@gmail.com
| Số TT | Nội dung |
| 1 | OVERVIEW/ TỔNG THỂ |
| 1.1 | General information/Thông tin cơ bản |
| 1.2 | Introduction/ Giới thiệu. |
| 1.3 | Reference/Tài liệu tham khảo |
| 1.4 | Specification/ Thông số kỹ thuật |
2 |
METHOD FOR PRESSING PILE/BIỆN PHÁP ÉP CỌC |
3 |
PILE PRESSING/ QUY TRÌNH ÉP CỌC |
| 3.1 | General regulations/ Quy định chung |
| 3.2 | Pile checking before pressing/ Kiểm tra cọc trước khi ép |
| 3.3 | Pile orientation/Phương của cọc khi ép |
| 3.4 | Pressing rig/ Máy ép cọc. |
| 3.5 | Pile pressing/Công tác ép cọc. |
| 3.6 | Pile pressing record/ Hồ sơ ép cọc |
| 3.7 | Pressing procedure/ Quy trình ép cọc. |
| 3.8 | Tolerance/Sai số khi ép. |
| 3.9 | Surveying/ Công tác trắc đạc |
| 3.9.1 | Basic regulations/Quy định cơ bản. |
| 3.9.2 | Checking for bench mark/ Kiểm tra mốc |
| 3.9.3 | Pile location and checking pile head level/ Kiểm tra vị trí và cao độ đầu cọc. |
| 4 |
QUALITY ASSURANCE PROCEDURE/ QUY TRÌNH ĐẢM BẢO CHẤT LƯỢNG. |
| 4.1 | General regurations/ Quy định chung. |
| 4.2 | Statement method description/ Mô tả biện pháp thi công |
| 5 | METHOD OF EXECUTION SCHEDULE MANAGEMENT/ BIỆN PHÁP QUẢN LÝ TIẾN ĐỘ THI CÔNG |
| 6 | ENVIRONMENTAL, HEALTH AND SAFETY PLAN/ MÔI TRƯỜNG, SỨC KHỎE VÀ AN TOÀN |
| 6.1 | Safety Meetings/Forums/ Họp an toàn |
| 6.2 | Project Personnel Protective Equipment/Đồ bảo hộ cá nhân |
| 6.3 | Incident Reporting & Investigation/ Báo cáo & điều tra sự cố |
| 6.4 | Emergency Response Plan Component/ Kế hoạch ứng phó khẩn cấp |
| 6.5 | Transport of Goods and Materials/ Vận chuyển hàng hóa và vật tư |
| 6.6 | Fall Protection, Protecting Holes, Openings in Walking/Working Surfaces/ Ngăn chặn ngã cao, bảo vệ hố đào, lỗ mở, khu vực làm việc |
| 6.7 | Environmental hygiene method/ Vệ sinh môi trường |
| 6.8 | Method of Fire prevention and resistance/ Biện pháp phòng cháy chữa cháy |
Dự án:
Chủ đầu tư:
Công tác: ÉP CỌC
Biện pháp này mô tả quá trình cung cấp và ép cọc. Bao gồm: chuẩn bị mặt bằng, sản xuất vật tư (cung cấp) và ép cọc, quy trình xây dựng, quy trình kiểm tra và bảo đảm chất lượng liên quan đến trách nhiệm của nhà thầu trong công tác thi công cọc theo các yêu cầu dự án.
Tiêu chuẩn cho công tác thi công cọc
|
THE STANDARD FOR PILING WORK/ TIÊU CHUẨN CÔNG TÁC ÉP CỌC |
|
|---|---|
|
JIS A 5373:2010 |
Precast Pre-stressed Concrete Piles (PHC pile)/ Cọc bê tông cường độ cao dự ứng lực (cọc PHC) |
|
JIS G 3137:2008 |
Small Size - Deformed Steel Bar For Prestressed Concrete/ Thép định hình đường kính nhỏ cho bê tông dự ứng lực |
|
JIS G 3552:2000 |
Low Carbon Steel Wires/ Dây thép có hàm lượng carbon thấp |
|
JIS G 3101:1995 |
Rolled Steel For General Structure/ Thép cuộn cho kết cấu chung |
|
TCVN 7888: 2014 |
Pretensioned concrete pile/ Cọc bê tông ứng lực trước |
|
TCVN 9394:2012 |
Pile driving and static jacking works – construction, check and acceptance/ Công tác thi công cọc – thi công và nghiệm thu |
|
TCVN 9393:2012 |
Piles – Standard Test Method for Piles under Axial Compressive Load/ Công tác cọc - Phương pháp thí nghiệm nén tĩnh |
|
TCVN 314:2005 |
Welding Standard/ Tiêu chuẩn hàn |
Cường độ bê tông : 80Mpa
Thông sô các loại cọc thi công
Biện pháp thi công được mô tả cho công tác ép cọc công trường, bao gồm:
Công tác chuẩn bị.
Lắp đặt máy móc.
Cung cấp và vận chuyển cọc tới công trường.
Hạ cọc ở công trường.
Nghiệm thu cọc trước khi ép.
Điều kiện để ngừng ép cọc phải được chấp thuận.
Nghiệm thu ép cọc.
Cọc được ép xuống dưới mặt đất bằng kích, có đồng hồ áp lực để xác định lực ép trong quá trình ép cọc.
Toàn bộ các cọc dự ứng lực phải được kiểm tra và nghiệm thu trước khi ép.
Trong quá trình lắp đặt và ép cọc (đặc biệt đối với các đốt cọc đầu tiên) nên có gối, thanh đỡ tròn gắn vào giá đỡ, đảm bảo độ thẳng đứng của cọc.
Máy ép cọc phải phù hợp với các yêu cầu sau :
Công suất của mỗi máy ép phải lớn hơn hoặc bằng 1.4 lần lực ép lớn nhất Pmax. Mỗi máy ép đều phải có thiết bị kiểm soát độ cân bằng của máy nhằm đảm bảo máy ép luôn vận hành trong trạng thái cân bằng trong suốt quá trình thi công, dựa theo thiết bị này người thợ vận hành có thể căn chỉnh nhằm đảm bảo máy luôn hoạt động ổn định theo mặt phẳng nằm ngang, lực ép của máy được tạo ra theo chiều thẳng đứng, vuông góc với bề mặt thao tác.
Bên dưới là hình ảnh tham khảo cho máy ép cọc thủy lực, hình ảnh chỉ mang tính chất minh họa các thiết bị ép sẽ được lựa chọn phù hợp theo thực tế thi công.
(4).jpg)
|
Tất cả các máy móc thiết bị phục vụ thi công cần phải trình giấy tờ đăng kiểm, bằng cấp của thợ vận hành trước khi tiến hành thi công. |
|
Tất cả các máy móc thiết bị phải được tiến hành kiểm tra phù hợp với các tiêu chuẩn liên quan và các yêu cầu về an toàn lao động rồi được cụ thể hóa các dấu hiệu kiểm soát này trên các máy thi công bằng các tem kiểm tra an toàn. |
| Theo định kỳ hàng tháng các thiết bị thi công phải được kiểm tra lại nhằm đảm bảo về an toàn lao động cũng như đảm bảo về môi trường. |
Hệ thống kích & trụ đỡ phải được đặt theo chiều dọc và đúng vị trí.
Máy ép cần liên kết với hệ thống neo hoặc hệ thống hỗ trợ.
Đoạn cọc đầu tiên cần được xác định chính xác vị trí và thẳng đứng.
Các đoạn cọc được nối bằng mối hàn, bảo đảm độ sâu và các yêu cầu kỹ thuật của dự án. Trước và sau khi hàn cần phải kiểm tra độ thẳng đứng của cọc bằng cả máy trắc đạc và ni vô điện tử.
Quy trình ép cọc sẽ được ghi lại bằng biên bản nghiệm thu và ảnh nghiệm thu trong suốt quá trình thi công.
Ngày sản xuất.
Số lượng, vị trí & kích thước cọc.
Chiều sâu cọc, số lượng đoạn cọc và mối hàn.
Tên máy ép, dung tích kích, hành trình của kích, khu vực pit-tông, khả năng bơm dầu tối đa.
Lực ngừng ép
Áp lực ép cho từng độ sâu theo khoảng cách @1m hoặc @0.5m cho đoạn ép cuối cùng.
Các vấn đề kỹ thuật có thể ảnh hưởng đến việc ép cọc phù hợp với thiết kế sai sót về vị trí và độ chìm.
Tên người giám sát và người phụ trách.
Lưu ý: Lưu ý trong trường hợp cọc ép ở đất tốt (tăng áp lực của kích hoặc công suất ép), nên giảm tốc độ ép, đọc số đo trên đồng hồ hoặc lực ép cho mỗi đoạn 20cm.
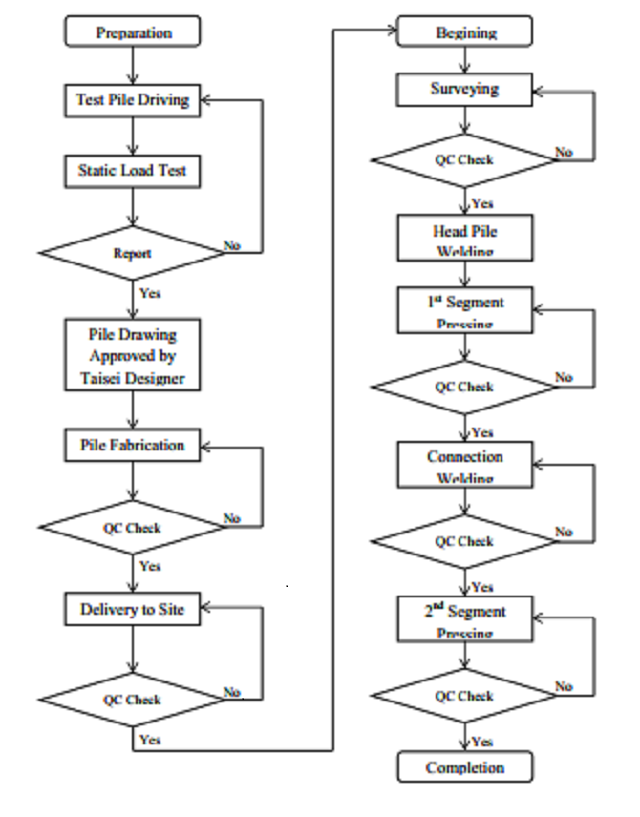
Quy trình ép cọc được mô tả theo sơ đồ dưới đây. Các yêu cầu kỹ thuật cho từng bước thi công được nêu tại mục Quản lý chất lượng trong mục 4.
Máy ép cọc thủy lực (ROBOT) sẽ được định vị tại vị trí cọc dự kiến sẽ ép, sau đó các đoạn cọc được đưa vào đúng vị trí với cao độ như chỉ định trong các bản vẽ thi công được phê duy ệt. Sau khi máy được định vị, cẩu t ự hành sẽ nâng các đoạn cọc để lắp vào giá đỡ, cọc sẽ được c ố định ở độ cao 1.2~1.4 m từ cao độ nền. Việc định vị các cọc bằng trắc đạc được mô tả trong bước 1 dưới đây:
Các bước thi côngcụ thể như sau:
Bước 1: Lắp đặt & định vị máy và lắp đoạn cọc đầu tiên vào máy
Lắp giáp & định vị máy ép thủy lực vào vị trí như thiết kế. Tham khảo các chỉ dẫn và giấy tờ kiểm định để nắm rõ tính năng của thiết bị, các hồ sơ này được đính kèm ở phần phụ lục.
Hai chân chuyển động theo phương dọc của máy được nâng hạ bằng cẩu vào vị trí cọc dự kiến, tại đâychúng được đặt song song với nhau. Sau đó hai chân chuyển động theo phương ngang cũng được lắp vào vị trí, rồi đến các xi-lanh và cục tải cùng với các bộ phận còn lại sẽ lần lượt được lắp lên vị trí theo cấu tạo. Rô bốt sẽ được căn chỉnh vào vị trí ép cọc dựa vào việc dịch chuyển theo hai phương dọc và ngang của các chân bên trên.
(2).jpg)
Chỉnh Robot vào vị trí chính giữa trước khi ép
Đoạn cọc thứ nhất sẽ được cẩu lắp và định vị vào giá đỡ (ngàm) và sau đó chúngđược cố định tại cao độ 1.2m tới 1.4m từ mặt nền.
Cọc được căn chỉnh thẳng đứng theo hai hướng bởi các thiết bị trắc đạc (kinh vĩ)hoặc ni vô.
Việc căn chỉnh độ thẳng đứng của cọc cũng có thể được thực hiện trực tiếp qua giá đỡ trên Rôbốt với các thiết bị thủy bình được gắn trên máy. Các thiết bị thủy bình này có độ chính xác từ 5’ đến 90’. Bọt thủy ở tâm của thiết bị có nghĩa là máy đang ở chiều thẳng đứng.
Sau khi cọc được lắp thẳng đứng nhờ máy kinh vĩ và Rôbốt đã được căn chỉnh ở chế độ cân bằng, cọc sẽ được kiểm tra đối chiếu bằng Ni-vô để đảm bảo độ thẳng đứng theo hai hướng, đoạn cọc này sẽ được cố định ở độ cao 1.0m ~ 1.2m so với mặt nền sau đó mũi thép của cọc sẽ được hàn nối.
Bước 2: Lắp đặt đoạn cọc tiếp theo vào máy
Đoạn cọc tiếp theo sẽ được lắp vào giá đỡ bằng cẩu tự hành. Việc liên kết hai đoạncọc với nhau được thực hiện bằng liên kết hàn. Đoạn cọc tiếp theo được cầu lắp vàovị trí bởi cẩu tự hành của máy ép và do thợ vận hành điều khiển. Độ thẳng đứng củacọc sẽ được kiểm tra bằng trắc đạc: độ thảng đứng của máy được căn chỉnh bằngthiết bị thủy bình và cuối cùng sẽ kiểm tra chéo bằng cách sử dụng Nivô theo haihướng sau khi kết thúc việc hàn nối hai đoạn cọc bởi kỹ sư giám sát. Chú ý loại bỏ vữahừa trong lòng cọc và mài phẳng mặt bích giữa 2 đoạn để bề mặt tiếp xúc tốt hơn.Trong trường hợp tải trọng ép vẫn chưa đạt tới tải trọng thiết kế thì đoạn cọc tiếp theonữa sẽ được hàn nối và ép cho tới khi đạt được tải theo yêu cầu.

Bước 3: Dừng ép
Việc ép cọc sẽ được dừng lại sau khi đạt được theo các điều kiện yêu cầu (tham khảo
điều kiện dừng ép bên dưới) và sau đó máy sẽ được chuyển tới vị trí tiếp theo
Tại vị trí đầu cọc, sai số theo tiêu chuẩn TCVN 9394 -201.2
Khảo sát, định vị, kiểm tra cọc tại hiện trường sẽ được thực hiện trước khi ép cọc và định vị cọc, kiểm tra cọc tạm để thi công được thực hiện trong quá trình ép cọc.
Tọa độ cọc sẽ được thực hiện bằng máy có độ chính xác cao, phù hợp với các tính chất của dự án. Chiều cao của đầu cọc trong quá trình thi công sẽ được kiểm soát bởi máy thủy bình.
Tất cả các máy phục vụ cho dự án sẽ được hiệu chuẩn bởi các tổ chức có thẩm quyền.
Together with the main contractor, we take-over and check the bench mark/ Cùng với nhà thầu chính, chúng tôi tiếp nhận và kiểm tra mốc.
Those temporary landmarks will be positioned at the suitable places for surveying checking and avoid landmarks movement caused by machine operation/ Những cột mốc tạm thời được bố trí tại những địa điểm thích hợp để khảo sát kiểm tra và tránh các chuyển động mốc do máy móc vận hành.
Định vị cọc và trục sẽ được xác định bằng máy, nhóm trắc đạc sẽ cung cấp vị trí cọc dựa trên kiểm tra chặt chẽ các mốc để đảm bảo độ chính xác cao nhất. Cọc sẽ được chuyển sang nhóm ép cọc và sẽ được kiểm tra lại một cách ngẫu nhiên để tránh sai sót vị trí cọc.
Kiểm tra cao độ đầu cọc sẽ được thực hiện bằng máy thủy bình khi cọc đạt đến độ sâu cần thiết và ghi lại trong báo cáo, và nhật ký thi công.
Dung sai trong công tác cọc sẽ dựa trên các quy định, tiêu chuẩn xây dựng Việt Nam hiện hành.
>>> Xem thêm Phần tiếp theo TẠI ĐÂY
>>> Xem thêm Báo giá cọc ly tâm tại đây
>>> Xem thêm Báo giá chi phí thi công tại đây
 CỌC LY TÂM BIKEN
CỌC LY TÂM BIKEN
 QUY TRÌNH THI CÔNG CỌC LY TÂM PHẦN 4
QUY TRÌNH THI CÔNG CỌC LY TÂM PHẦN 4
 Báo Giá Ép Cọc Bê Tông - Ép Cọc Bê Tông Nhà Dân Giá Rẻ tại Hưng Yên
Báo Giá Ép Cọc Bê Tông - Ép Cọc Bê Tông Nhà Dân Giá Rẻ tại Hưng Yên
 Ép Cọc Bê Tông Móng Nhà Dân
Ép Cọc Bê Tông Móng Nhà Dân
 Ép Cọc Bê Tông Bằng Phương Pháp Chất Tải
Ép Cọc Bê Tông Bằng Phương Pháp Chất Tải
1_thumb.jpg "Ép Cọc Bằng Robot Là Gì? Ưu Nhược Điểm Ép Cọc Băng Robot") Ép Cọc Bằng Robot Là Gì? Ưu Nhược Điểm Ép Cọc Băng Robot
Ép Cọc Bằng Robot Là Gì? Ưu Nhược Điểm Ép Cọc Băng Robot
 Ép tải cọc bê tông - Ép cọc chuyên nghiệp
Ép tải cọc bê tông - Ép cọc chuyên nghiệp
 Ép cọc bê tông nhà dân bằng máy thuỷ lực
Ép cọc bê tông nhà dân bằng máy thuỷ lực
 Cọc ly tâm D300, D350 - Cọc Dự Ứng Lực Biken
Cọc ly tâm D300, D350 - Cọc Dự Ứng Lực Biken
_thumb.jpg "Thông số kỹ thuật cọc ly tâm, cọc dự ứng lực") Thông số kỹ thuật cọc ly tâm, cọc dự ứng lực
Thông số kỹ thuật cọc ly tâm, cọc dự ứng lực
Chia sẻ bài viết:
_thumb.jpg "Bê Tông Biken - Bê Tông Tươi Số 1 Việt Nam") Bê Tông Biken - Bê Tông Tươi Số 1 Việt Nam
Bê Tông Biken - Bê Tông Tươi Số 1 Việt Nam
 Bê Tông Tươi Mác 300 Tại Hưng Yên
Báo Giá Ép Cọc Bê Tông - Ép Cọc Bê Tông Nhà Dân Giá Rẻ tại Hưng Yên
Ép Cọc Bê Tông Móng Nhà Dân
Ép Cọc Bê Tông Bằng Phương Pháp Chất Tải
Bê Tông Tươi Mác 300 Tại Hưng Yên
Báo Giá Ép Cọc Bê Tông - Ép Cọc Bê Tông Nhà Dân Giá Rẻ tại Hưng Yên
Ép Cọc Bê Tông Móng Nhà Dân
Ép Cọc Bê Tông Bằng Phương Pháp Chất Tải
 Cống Bê Tông Chịu Tải Trọng Cao 25 tấn
Cống Bê Tông Chịu Tải Trọng Cao 25 tấn
 Cống bê tông đúc sẵn chất lượng cao
Cống bê tông đúc sẵn chất lượng cao
_thumb.jpg "Báo giá cống bê tông Biken, Cống đúc sẵn") Báo giá cống bê tông Biken, Cống đúc sẵn
Báo giá cống bê tông Biken, Cống đúc sẵn
 Gạch không nung, Gạch Block Biken - Biken Việt Nam
Gạch không nung, Gạch Block Biken - Biken Việt Nam
 Quy Trình Kiểm Tra Chất Lượng Gạch Block Biken, Gạch Không Nung
Quy Trình Kiểm Tra Chất Lượng Gạch Block Biken, Gạch Không Nung
1_thumb.png "NẮP CỐNG BẰNG GANG ĐÚC") NẮP CỐNG BẰNG GANG ĐÚC
NẮP CỐNG BẰNG GANG ĐÚC
 NẮP MƯƠNG MẠ KẼM GRAPTING, NẮP CỐNG
NẮP MƯƠNG MẠ KẼM GRAPTING, NẮP CỐNG
 NẮP CỐNG BÊ TÔNG, NẮP CỐNG CHẮN RÁC THOÁT NƯỚC
NẮP CỐNG BÊ TÔNG, NẮP CỐNG CHẮN RÁC THOÁT NƯỚC
 THÀNH PHẦN BÊ TÔNG ĐÚC CỐNG BÊ TÔNG
THÀNH PHẦN BÊ TÔNG ĐÚC CỐNG BÊ TÔNG
 Catalog Cấu kiện bê tông Biken
Catalog Cấu kiện bê tông Biken
 ĐINH PHẢN QUANG NĂNG LƯỢNG MẶT TRỜI
ĐINH PHẢN QUANG NĂNG LƯỢNG MẶT TRỜI
 ĐÈN ĐƯỜNG GIAO THÔNG NĂNG LƯỢNG MẶT TRỜI 150W
ĐÈN ĐƯỜNG GIAO THÔNG NĂNG LƯỢNG MẶT TRỜI 150W
 ĐÈN LED CÔNG SUẤT 300W, ĐÈN NĂNG LƯỢNG MẶT TRỜI
ĐÈN LED CÔNG SUẤT 300W, ĐÈN NĂNG LƯỢNG MẶT TRỜI
 Báo Giá Bó Vỉa Bê Tông Chất Lượng Nhất, Giá Cạnh Tranh
Báo Giá Bó Vỉa Bê Tông Chất Lượng Nhất, Giá Cạnh Tranh
_thumb.jpg "Bó Vỉa Hè Bê Tông Đúc Sẵn") Bó Vỉa Hè Bê Tông Đúc Sẵn
Bó Vỉa Hè Bê Tông Đúc Sẵn
_thumb.jpg "Bó Vỉa Bê Tông Đúc Sẵn Miền Bắc") Bó Vỉa Bê Tông Đúc Sẵn Miền Bắc
Bó Vỉa Bê Tông Đúc Sẵn Miền Bắc
 TẤM GRAPTING CƯỜNG ĐỘ CAO
TẤM GRAPTING CƯỜNG ĐỘ CAO
CÔNG TY TNHH BIKEN VIỆT NAM



_thumb.jpg "Gạch không nung tại Hưng yên, Gạch Biken")
